
全国咨询热线
186-233-18955 023-681-59272

新闻资讯News
热门关键词Keywords
联系我们Contact Us
重庆千昌金属制品有限公司
座 机:023-68159272
手 机:186-2331-8955
邮 箱:jingcheng@cqqcjszpwwgc.onexmail.com
网 址:www.qianchangmetal.com
地 址:重庆市九龙坡区绿 云钢材市场B区15栋6号

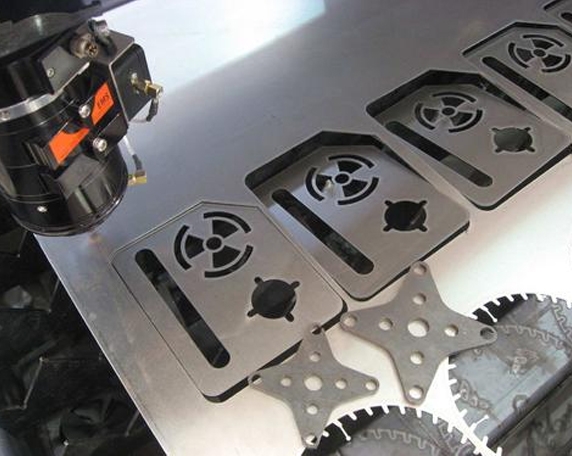
重庆不锈钢加工厂家分享不锈钢加工时应该注意的12个问题?

一.不锈钢加工转速应该慢点,进给率慢点,一般线速不超越130.
二.冷却液应该用水溶性切削液,半组成的,冷却、润滑都好。
三.不锈钢虽然硬可是它也棉,便是软的意思。上述的车法都会搅刀。要不锈钢加工车刀要磨好。车刀正角要大于5这姿态吃刀量可以打许多,功率会高出来。一般持刀单边3MM。
四.因为不锈钢简略变形,钻孔和攻螺纹很是困难,所以要防止过热,在加工面喷油。
五.在不锈钢焊接中应该留心焊机电流的调理巨细。
六.因为在加工的进程中刀具外表与其他非金属或许金属结组成合金,使家具不锈钢刀具更加简略生锈,我觉得可以给他加个防氧化膜或许抗氧化膜。
七.不论是不锈钢管原资料或加工件在运输、装卸时,都应选用专用的吊装运输东西,防止不锈钢与钢丝绳或其他尖硬的碳素钢等触摸,以免碰伤、划伤其外表。
八.加工场所要相对安稳,作业台上应衬托橡胶板类软垫,以免损害不锈钢管外表。
九.不锈钢件下料时,其板材应选用剪切或等离子切开;管材及其他型材应选用等离子切开或锯切。剪切时铺设橡胶类软垫,防止损害其外表;等离子切开后,应及时整理割渣;锯切时,夹紧处应加垫儿维护。锯切后及时整理锯切处的油污、残渣等。
十.不锈钢焊管在设备焊接前,有必要仔细整理其外表的油污、尘埃等杂物。焊接时应尽量选用氩弧焊。假如选用手工电弧焊时,运用小电流快速焊,禁止在非焊区引弧。所用地线应挑选适当方位,衔接结实,以免电弧烧伤外表或烧伤面积过大。焊接时应采纳防飞溅办法。焊接后当整理焊渣时运用不锈钢扁铲,不得用碳钢类扁铲。焊缝处应仔细修磨,使焊缝与母材外表润滑过渡,不得有熔渣、气孔、咬边、飞溅物、裂纹、未熔合等质量缺点。
十一.不锈钢件焊接完结后,应及时对外表进行整理。
十二.不锈钢管外表处理完毕,应留心做好成品维护,防止人员抚摸,防止被油污、尘埃等二次污染。
最近浏览:




相关新闻
- 激光焊接设备与激光切割机的区别 2024-02-29
- 激光切割机应用在金属板材加工优势 2023-10-05
- 激光切割用不可见光束代替传统的机械刀 2023-10-12
- 激光切割怎么焊接不锈钢板材呢? 2024-09-04
- 剪板折弯激光切割 2024-06-07
- 激光焊接机中激光谐振腔的调整步骤 2023-11-09
- 切割精度决定刀片切割机的优劣,... 2023-12-06
- 不锈钢的表面加工工艺都有哪些? 2023-09-06
- 激光切割在钣金是如何运用的 2024-09-26
- 激光切割加工的一些要点的内容 2024-02-08

 渝公网安备 50009802001185号
渝公网安备 50009802001185号